Based on Einstein’s principle of stimulated emission Charles Hard Townes succeeded in 1958 in developing the maser the forerunner of today’s laser which emitted microwaves. Just two years later Theodore Maiman produced the first laser for which no applications were known at that time. In 1962 the semiconductor laser was finally founded which found its way into the mass market in the following years because of its small size. The area of applications for the laser now became more and more diverse which helped it to its rapid development.
Today industry is absolutely dependent from modern lasers. Extremely powerful ultra-short pulsed (USP) lasers with pulse durations of only a few femtoseconds are used in medical and measurement technology as well as in manufacturing technology and many other industries. However all lasers have one problem especially for joining techniques such as laser welding in common: the Gaussian intensity distribution.
A top-hat profile would be significantly better here so that the temperature distribution within the seam would be as constant as possible. In order to solve this problem diffractive optical elements (DOEs) are often installed in the beam path for spot shaping. They allow a satisfying intensity distribution on a straight line but the problem arises again in narrow curves.
Heat conduction joining with the Multispot focusing lens - Description of the problem
Especially with wide weld seams there is a large difference in the feed rate on the inside and outside of a curve with a narrow radius. (see fig. 2) Since the residence time is significantly longer inside than outside there is an increased energy input at this place which leads to degeneration of the thermoplastic within the weld seam on the one hand. On the other hand the energy input is too low on the outside so that the material is not completely melted. As a result the weld seam becomes unstable on both the inside and the outside and can withstand stress only in the center. For materials that are easy to join the weld seam is selected to be as narrow as possible so the difference in speed is minimum and the stable core area makes up a maximum proportion. When joining very different materials such as plastics and metals a large joining area is indispensable for stability. For the resulting large seam width and the necessary large spot diameter homogeneous temperature distribution is enormously important even in curves.
In the automotive industry metal body parts have to be joined with plastic interior components. The properties of the two materials are extremely different which makes welding difficult. Since most plastics burn at temperatures far below the melting point of metals uniform melting of the two joining partners is nearly impossible. In such cases the technique of heat conduction joining is an option. In this case the metal part gets structured by another laser process before. Then the thermoplastic partner and the metal part are pressed and the metal gets warmed up by the joining laser. Heat conduction leads to a rising temperature at the now melting plastics. The liquid thermoplastic part is now able to fill the structure of the metal part which allows the connection. It is possible to adjust the temperature at the thermoplastic part by changing the pressure between the two joining partners.
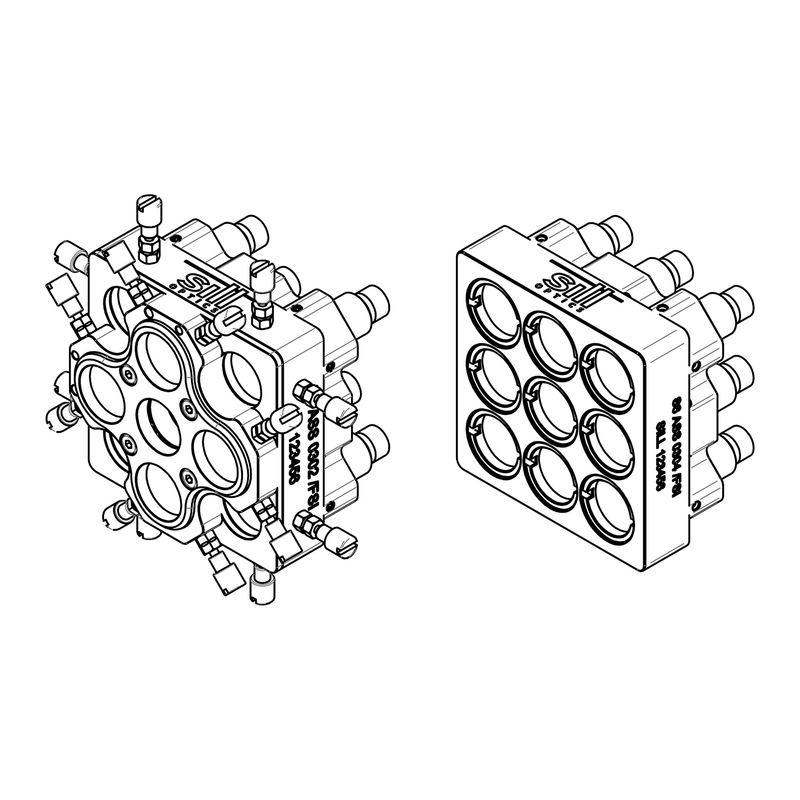
In order to enable a homogeneous temperature even at different feed rates within a narrow curve a special welding device was developed. The device consists of 3x3 small individual lenses. Every individual focusing lens receives its own input beam from an optical fiber and its own laser diode. The laser power from the different optical fibers can be adjusted individually so that the power at the nine various focal points can change. In the focal plane there are now nine spots arranged in a grid.
Join Connections with Wide Weld Seams - Joining Plastics and Metals
However, if a slight lateral offset is used the Gaussian profiles of the individual spots become wider and overlap at the edges. This results in a square, extended top-hat profile which is quite homogeneous in itself. Due to the resulting wide top-hat profile straight welds are no more a problem with this device even if all lenses receive the same input power. In a curve the track speed of the inner rays is smaller than of the outer rays. Thus the energy difference due to the speed difference can be compensated by the adjusted power control of the individual channels.
Setup of the Multispot Welding Head
A diode laser with nine separately controllable laser diodes enables an intensity manipulation in the top-hat profile in the working plane. Optical fibers connect the laser and the lenses. Finally the laser beams are focused by the small, neighboring focusing lenses. An exchangeable protective window in front of the lenses keeps dust and dirt particles away from the lenses. This means there is no risk of lens damage due to dust particles in the laser beam path. There are nine spots arranged like a grid at the focal plane. If the working plane is moved backwards about 100 mm along the z-axis the laser beams overlap to form a uniform top-hat profile. The entire equipment was installed on a robotic arm that traverses the weld seam. Therefore no scanner is necessary which highly simplifies the optics. A clean top-hat profile only needs to be achieved at one point in the working plane rather than at a flat scan field because the input beams are not deviated. There is also no need to worry about any scanner mirrors with external back reflections. Lenses for collimating the input beams are also not necessary. The fiber end is focused directly through the individual lenses. Because of the offset between the working and the focal plane, diffraction-limited imaging is not necessary, since small focal points are not important here.
Multispot - Special Features of the Optics
During development special attention was paid to thermal focus shift. In this process the individual lens elements in an objective are heated by high laser powers. This results in material expansion of the lenses depending on the glass thickness at the corresponding position. In the case of a biconvex lens for example the material thickness at the center is significantly greater than at the edge which reduces the lens radius with increasing temperature. The focal plane of the entire lens shifts and the imaging quality decreases.
In addition the refractive index of many simple optical glasses is strongly dependent on temperature which further intensifies the thermal focus shift. The higher the input power the more the individual lens elements are heated and the more intensive is the effect of the thermal focus shift.
If the nine different lenses in the setup described are exposed to different input powers the thermal focus shift will also have a different effect on the lenses. So the individual focus positions shift and can no longer be found on a flat working plane. Therefore it is very important to minimize the thermal focus shift of all lenses in order to adapt their thermal behavior as much as possible.
Fused silica is a highly transmissive material whose refractive index has only a small temperature dependence. The material is ideal for avoiding thermal focus shift and was chosen for the lenses of the welding head. In addition the lenses were equipped with a high-quality coating that ensures very low loss of light at transfer from air into fused silica and from fused silica into air. This reduces the reflection loss of about 4% per area to values below 0.5% per area at the corresponding wavelength. More importantly the absorption in the coating is in the single-digit ppm range. The lower the reflected and absorbed part of light the lower is the heating of the lenses.
A cooled lens tube additionally ensures a homogeneous climate at the lenses and further reduces thermal focus shifting. Finally it is important to avoid any vignetting at the lens mount. Laser radiation is particularly well absorbed by the metal mount which would heat up the mount and thus the included lenses. This can be avoided by using lenses whose free diameter is larger than the beam diameter at the lens. The proportion of the light reflected at the lens surfaces is minimized by the coating.
Due to this design a minimum part of the laser power remains in the lenses which keeps the lens temperature at a very low level. The cooled lens housing reduces the lens temperature again. Hardly noticeable radius changes and a temperature stable refractive index of the material result in a minimum thermal focus shift which does not affect the imaging quality and thus the quality of the weld.
Internal and External Back Reflections
A ghost image is the back reflection from an optical surface that is focused by other lenses in front or inside the lens. These back reflections should be avoided in optical design as they can cause heating and thus thermal focus shift or in worst case damages. Therefore a ghost analysis was performed on the multispot lens where the positions of all ghost images were checked and shifted to non-critical areas.
Heat Conduction Joining - Special Features of the Mechanics
The quite small individual lenses which have to be mounted in small distance to create a homogeneous top-hat profile in the working plane require a complex mechanics. The diameters of the lenses are just 13 mm. In order to compensate manufacturing tolerances the xy-position of each focusing lens can be adjusted individually by moving the lenses across the optical axis and fixing it with a set screw. The lengths of the mounts differ from each other in order to be able to reach each setting screw. Although very good imaging qualities can be achieved the adjustment and manufacturing costs are very high in this flexible design. Therefore a successor model was designed in which all lenses are fixed.
The imaging quality is still acceptable and the goal of >90% homogeneity in the top-hat profile was achieved. The successor model proves to be more suitable for industrial use due to the significantly lower adjustment work.
Furthermore the lens has to be stable against vibrations because of the mount on a moving robot arm. A vibration test has shown that the imaging quality is not visibly altered by vibrations if the mechanics are simple and robust constructed.
Multispot - Test of the Functionality
In order to verify the functionality of the welding head a series of test runs was made and the resulting weld seams were examined. On the one hand the front and back sides of a servo oil reservoir were welded as an example of joints between plastics. On the other hand the interior fittings and the body of a car door were joined as an example for connections of plastics and metals. The images taken with a thermal imaging camera show the temperature distribution within the weld. Curves with narrow radii are of special interest here. The following figure shows an image taken by the thermal imaging camera with an optimized energy input at a curve radius of 10 mm.
Here the weld seam is heated uniformly on both the inside and the outside. The temperature deviation within the spot is below the 10% mark.
In order to check the quality of the weld seam by heat conduction joining a cross-section of this was made. The upper material is the transparent part while the lower material absorbs the laser radiation. In the area of the weld marked in green no air-filled cavities or other effects are visible indicating high weld quality.
Finally a crushing test shows the high stress resistance of the weld. A shear tensile strength of >25 MPa was achieved for joints of plastics with plastics. A pleasing shear tensile strength of >15 MPa was achieved for welds of plastics to metals.
Multispot Project - Concluding Remarks
The desire of changing beam characteristics on the spot during process is present. So research has been done in many places. The company nLight developed its "corona" fiber laser which can also change the beam characteristics during the process so that the spot shape is changed. However the laser can only switch between a few different beam characteristics which is certainly sufficient for many applications. The presented welding device is continuously tunable. The wide top-hat profile, the high temperature homogeneity within the weld, the good imaging quality and the variable adjustability of the intensity within the spot make the welding head extremely interesting for difficult laser joining tasks. Wide weld seams in heat conduction joining and tight curve radii are now no longer a challenge. Highly transmissive glasses and coatings of the lenses ensure a stable process even over longer periods of operation. In addition the lenses are resistant to vibration and can be installed on a moving system such as a robot arm. Various evaluations with non-destructive and destructive tests have proven the high quality of the weld seams. Thanks to the multispot welding head complicated weld seams are now also feasible in heat conduction joining of plastics and metals. This vastly expands the industry’s capabilities as such manufacturing techniques are of enormous importance to the automotive industry as well as the aerospace industry and other markets. The prototype is very promising and will soon be ready for series production.
This article was published on Oct 17, 2022, in PhotonicsViews 03/22, p-60-63.